HYUNDAI ARC WELDING ELECTRODES

S-6013-LF is a low fume, high titania type electrode of which fume generation is about 20% less than conventional high titania type electrodes and whose usability is excellent in all position welding. S-6013.LF is suitable for welding of light structural steels because of its stable arc, shallow penetration and smooth welding bead. Sizes: 2.6mm, 3.2mm, 4.0mm, 5.0mm
{kind=link}
S-6010.D is a high cellulose type electrode for welding in all positions including vertical-down using DC(+).
{kind=link}
S-7010.A1 is a high cellulose type electrode which contains 0.5%Mo in its coating. X-ray performance and mechanical properties are extremely good. It is used for welding high pressure boilers, drums, thin steel plate for buildings and oil pipes.
{kind=link}
S-7024.F is a representative powder titania type electrode widely used for flat andhorizontal fillet welding. This is an excellent electrode with extremely high efficiency. Sizes: 3.2mm, 4.0mm, 5.0mm
{kind=link}
S-7018.A1 is an iron powder low hydrogen type electrode of high efficiency used forwelding of high tensile steel. Its usability is good with direct current applications aswell as alternation current applications and easy to weld in all position. Sizes: 2.6mm, 3.2mm, 4.0mm, 5.0mm
{kind=link}
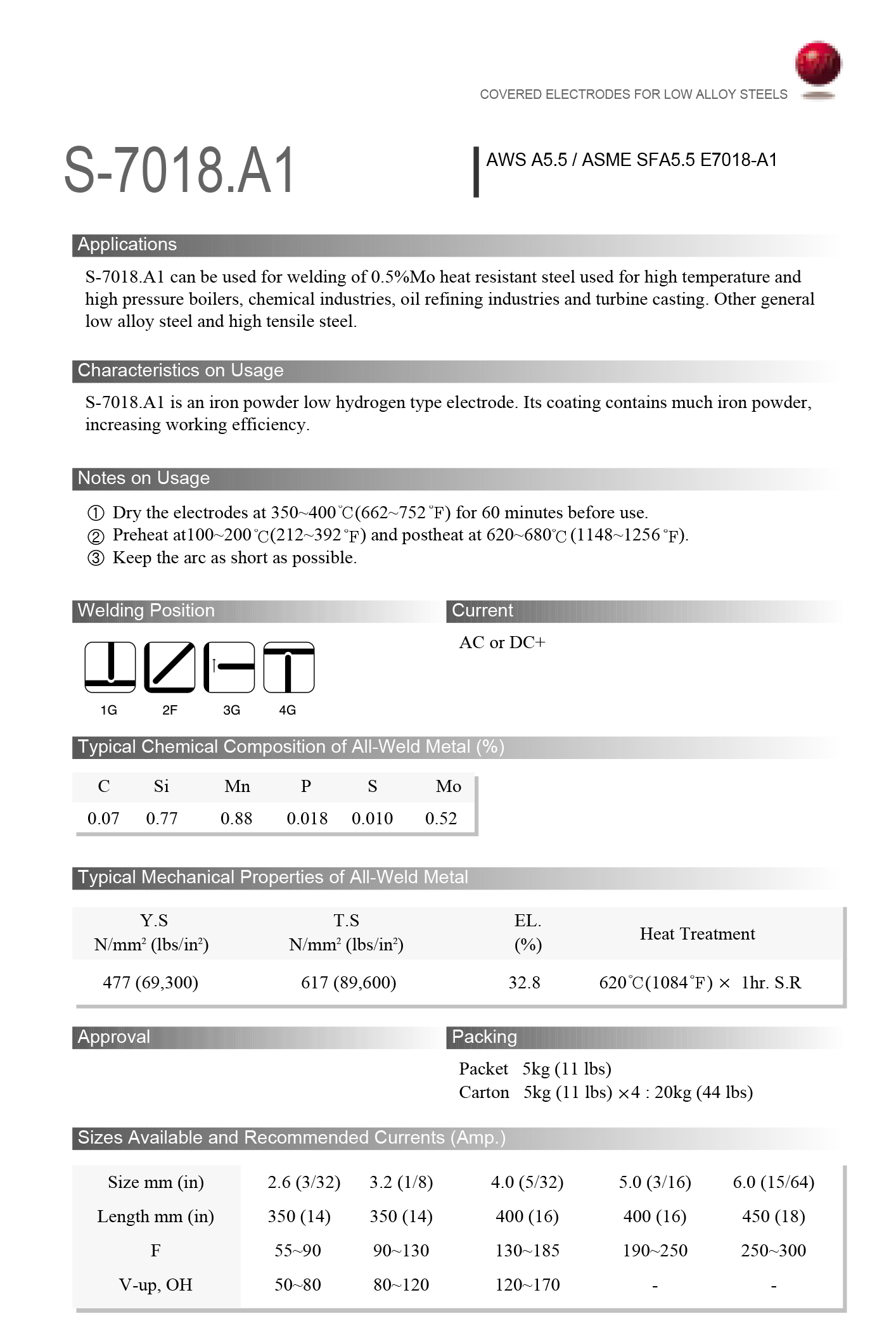
S-7018.A1 is an iron powder low hydrogen type electrode. Its coating contains much iron powder, which increasing working efficiency. It can be used for welding of 0.5%Mo heat resistant steel used for high temperature and high pressure boilers, chemical industries, oil refining industries and turbine casting and other general low alloy steel and high tenPosile steels. Sizes 2.6mm, 3.2mm, 4.0mm
S-8018.C1 can be used for welding of 2.5%Ni and 3.5%Ni steel used in machinery for low temperature. It's an iron powder low hydrogen type electrode. Its coating contains much iron powder, which increasing working efficiency. The deposit is extremely dense and the good mechanical properties make this electrode particularly suitable for weldments to withstand impact at subnormal temperatures. Sizes: 3.2mm, 4.0mm 5.0mm.
{kind=link}
S-9018.M can be used for welding of high tensile weather proof steel used in pressure vessels, bridges, rolling stocks, machines. S-9018.M is an iron powder low hydrogen type electrode which provides good workability in all positions. The weld metal has a good crack resistibility because of less hydrogen content. X-ray performance and usability are good. Sizes 2.6mm, 3.2mm, 4.0mm, 5.0mm
{kind=link}
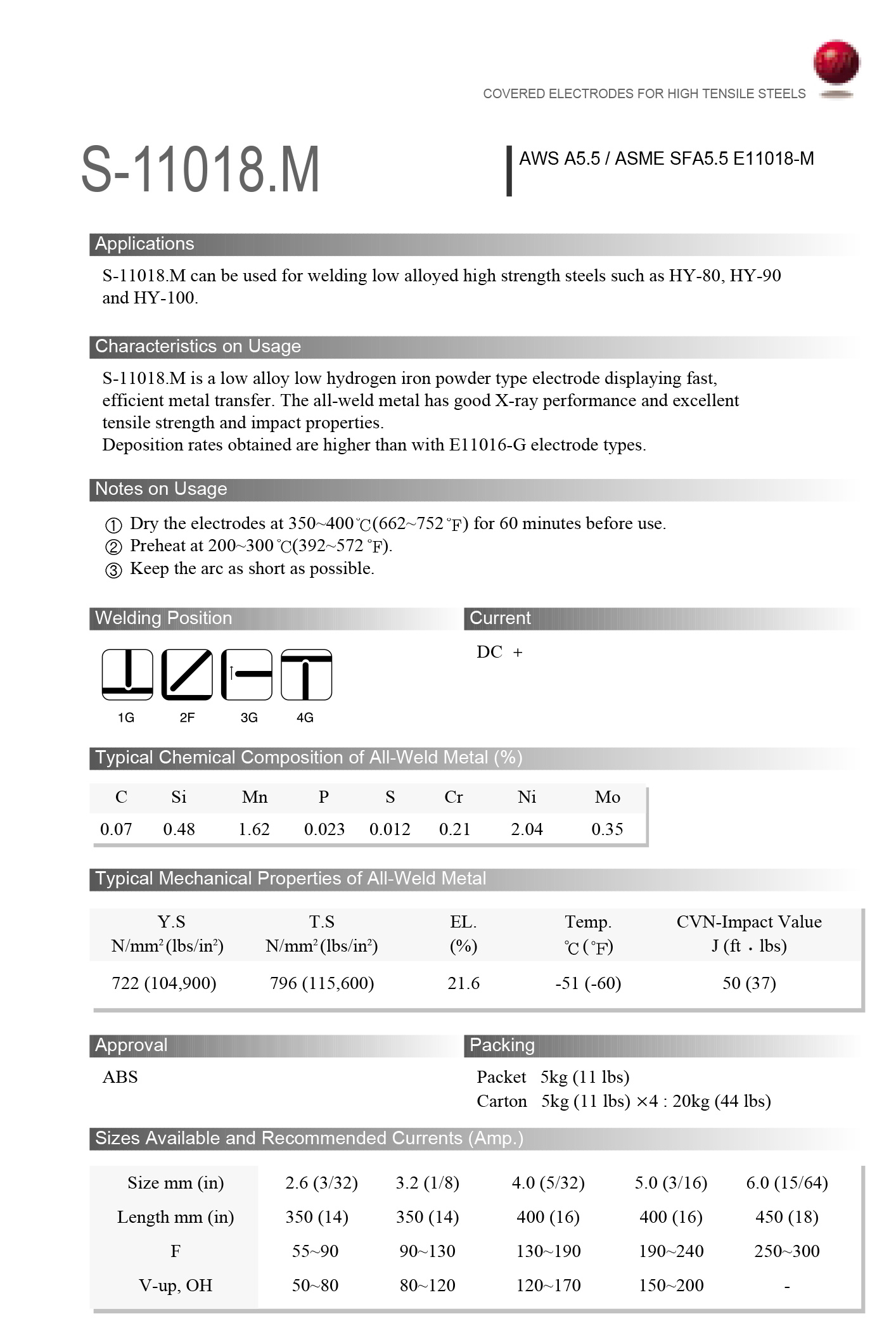
S-11018.M can be used for welding of low alloyed high strength steels such asHY-80, HY-90 and HY-100. S-11018.M is a low alloy, low hydrogen iron powder type electrode displaying fast, efficient metal transfer. The all-weld metal has a good X-ray performance and excellent tensile strength and impact properties. Deposition rates obtained are higher than E11016-G electrode types. Sizes: 3.2mm, 4.0mm, 5.0mm
{kind=link}
S-13MN.B Good covering property and removability of the slag. Low spatter loss. Beautifulbead appearance. Very high impact resistance. Good resistance to abrasion. Cutting property is impossible. For impact scraping abrasion. Crusher hammers,crusher jaws, crusher rolls and conveyor buckets. Sizes: 3.2mm, 4.0mm
{kind=link}
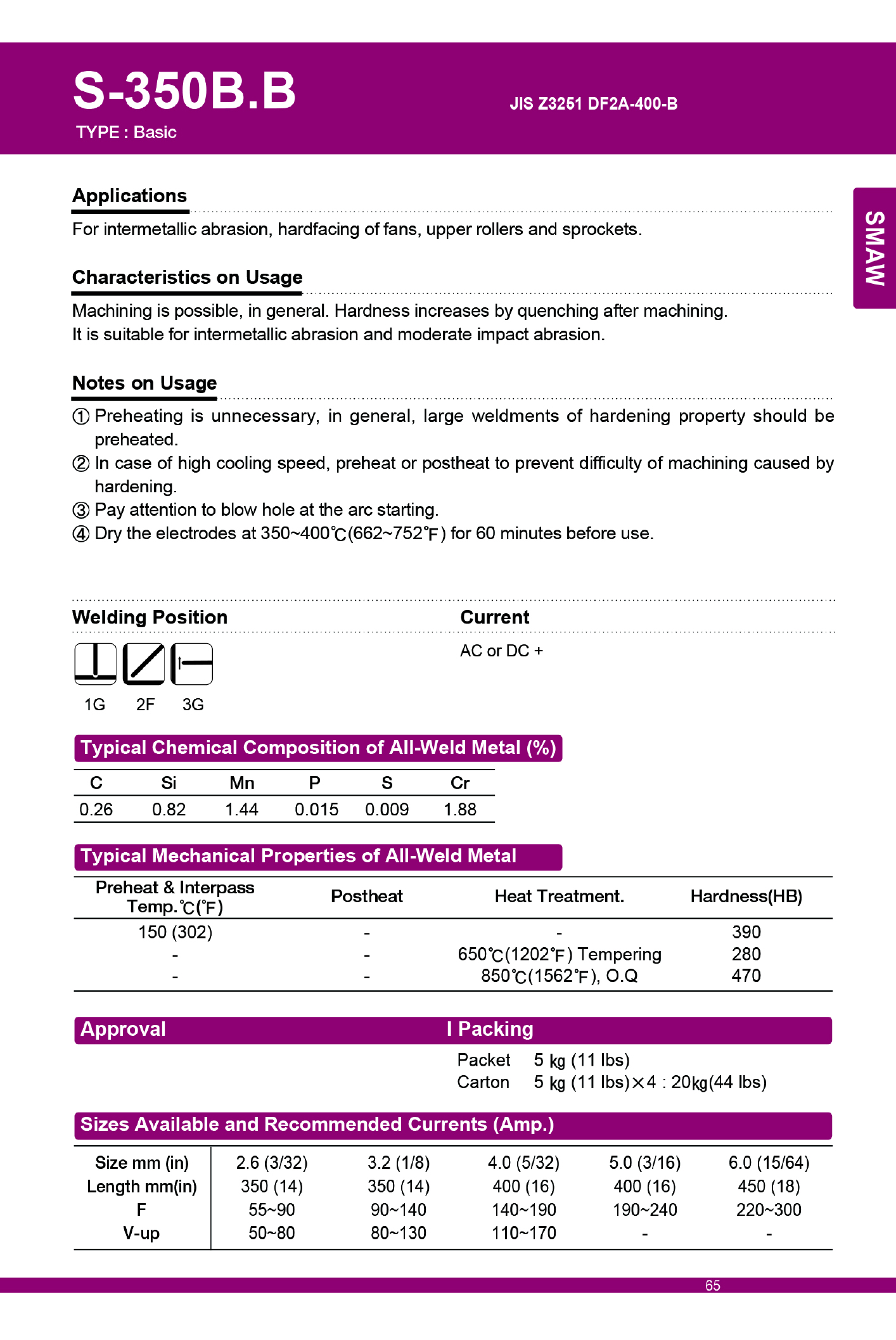
S-350B.B For intermetallic abrasion, hardfacing of fans, upper rollers and sprockets. Machining is possible, in general. Hardness increases by quenching after machining. It is suitable for intermetallic abrasion and moderate impact abrasion.Sizes: 3.2mm, 4.0mm
{kind=link}
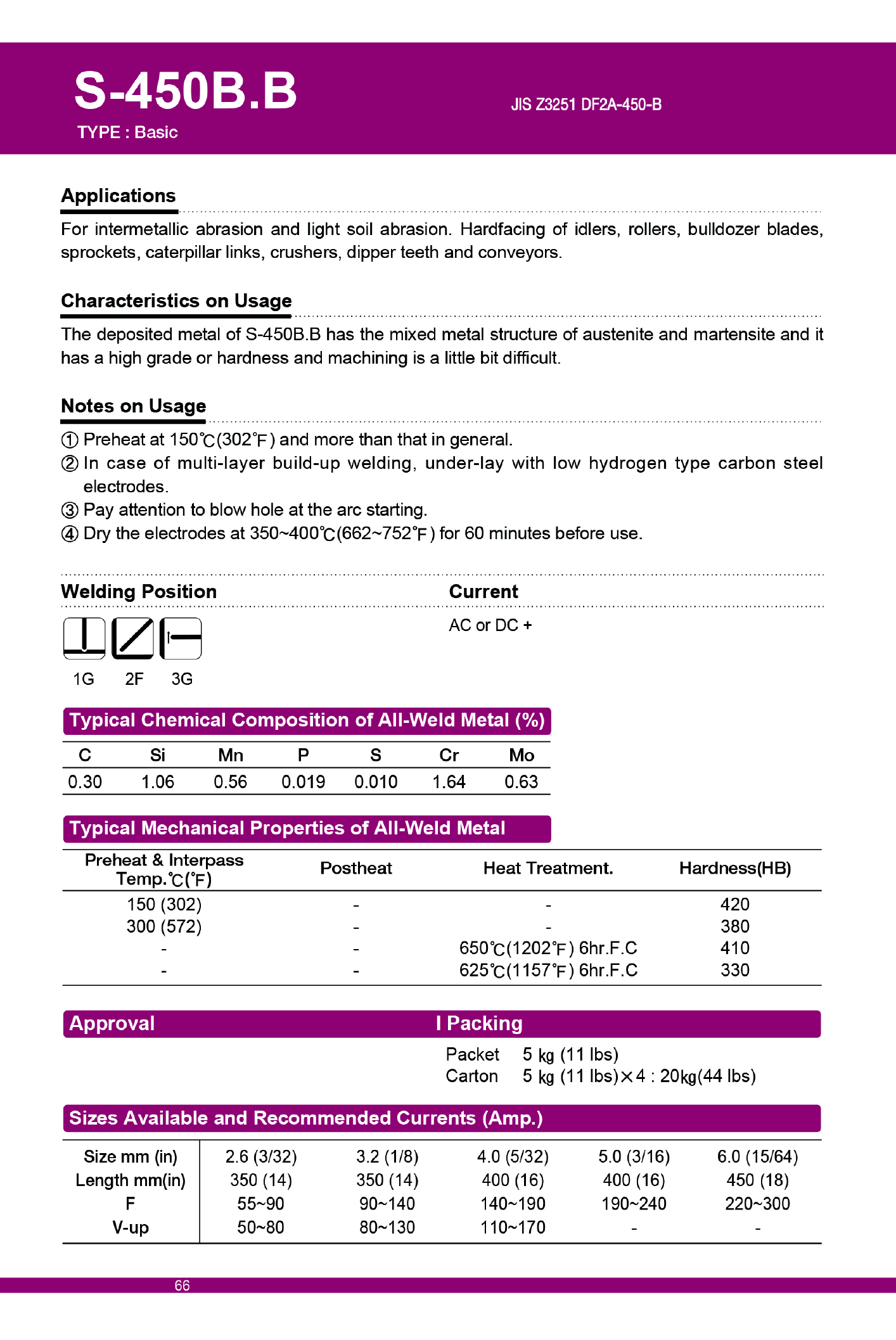
S-450B.B For intermetallic abrasion and light soil abrasion. Hardfacing of idlers, rollers,bulldozer blades, sprockets, caterpillar links, crushers, dipper teeth and conveyors. The deposited metal of S-450B.B has the mixed metal structure of austenite and martensite and it has a high grade or hardness and machining is a little bit difficult. Sizes: 3.2mm, 4.0mm
{kind=link}
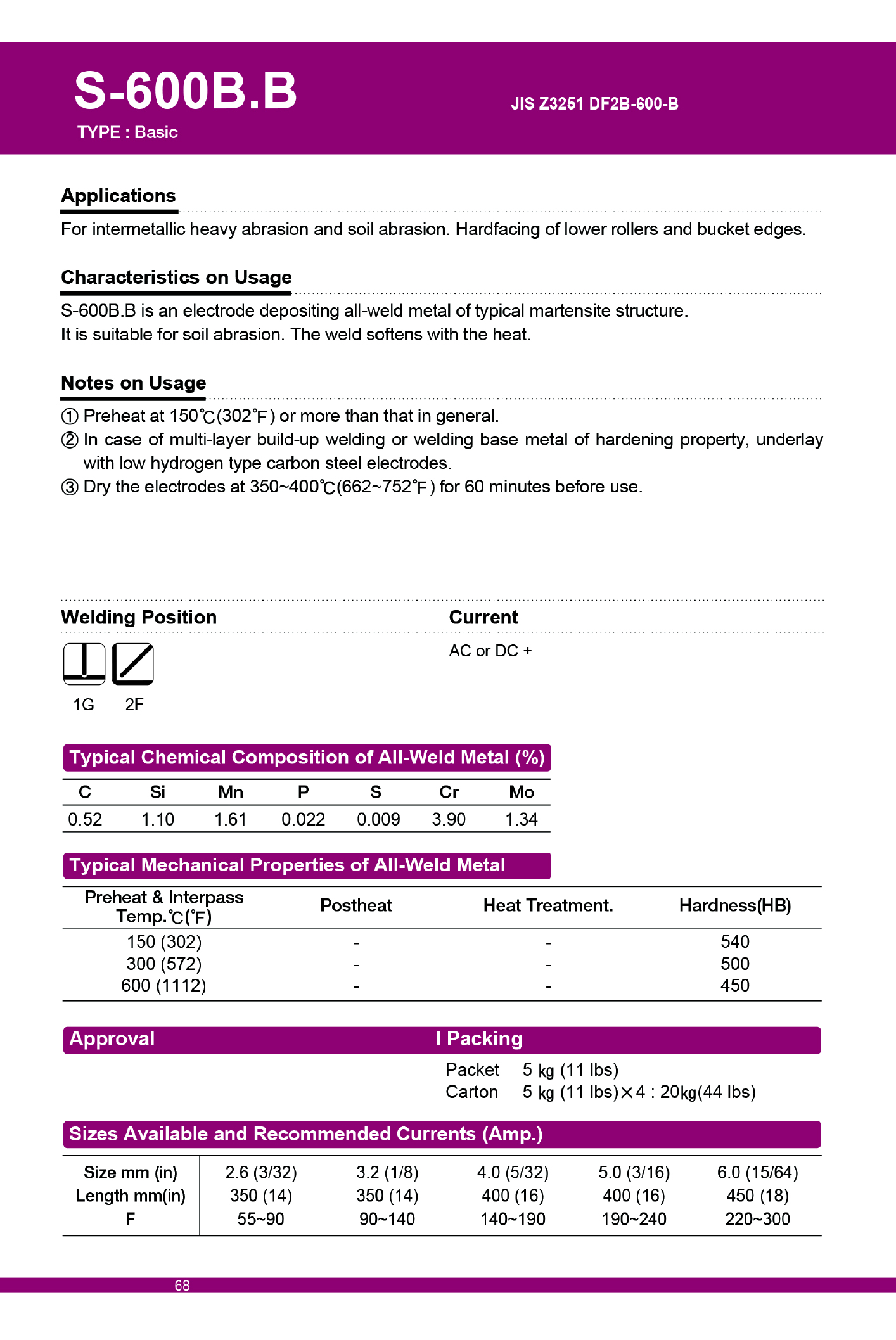
S-600B.B is an electrode depositing all-weld metal of typical martensite structure. It is suitable for soil abrasion. The weld softens with the heat. For intermetallic heavy abrasion and soil abrasion. Hardfacing of lower rollers and bucket edges. Sizes: 3.2mm, 4.0mm
{kind=link}
S-711 is highly resistant to abrasion without impacts. S-711 is an electrode depositing wild metal of austenite structure which is harder than that of S-700B.B. This electrode deposits weld metal of austenite structure containing Cr-Carbide.Machining is impossible‘ as-welded’. For Mills to crush clinker in cement industry, screws of crushing grains in oil industry. Sizes: 3.2mm, 4.0mm
{kind=link}
S-308L.16N is a lime-titania type electrode for extra-low carbon 18%Cr-8%Ni steel with good usability. It is quite efficient because its burn-off rate and depositionrate are high because comparatively high amperage can be used. Sizes: 2.00mm, 2.6mm, 3.2mm, 4.0mm
{kind=link}
{kind=link}
S-309MoL.16 Welding of extra-low carbon 22%Cr-12%Ni-2.5%Mo stainless steel. S-309MoL.16 is alime-titania type electrode. Corrosion, heat and crack resistibility of the weld metal are superior to those of S-309L.16N. Suitable for repair welding in dissimilar joint and steels which are difficult to weld. The slag removability and welded metal appearance are good ] Sizes: 2.6mm, 3.2mm, 4.0mm
{kind=link}
S-310.16 is a lime-titania type electrode, all-weld metal has fully austenite structure. Excellent in heat resistance, corrosion resistance and mechanical properties due to stable of fully austenitic microstructure. Welding of 25%Cr-20%Ni stainless steel. Fabrication and repair of furnace linings, furnace grates, burners. Sizes: 2.00mm, 2.6mm, 3.2mm, 4.0mm
{kind=link}
{kind=link}
{kind=link}